





Yanmar 2TNV70, 3TNV70 & 3TNV76 reacondicionamiento: culata y bloque motor
Un Yanmar 2TNV70, 3TNV70 o 3TNV76 con mala compresión, alto consumo de aceite o mucho blow-by no tiene por qué ir al desguace: estos motores se pueden reacondicionar perfectamente. En este blog repasamos los valores de medición y límites de desgaste más importantes del manual de taller —tanto para la culata como para el bloque motor— y te contamos qué piezas necesitas.
Apto para toda la serie: Yanmar 2TNV70, 3TNV70 y 3TNV76. Ten en cuenta: el 3TNV76 (76 mm de diámetro) usa pistones, camisas, juntas y componentes de culata diferentes a los motores de 70. Todas las medidas indicadas a continuación son válidas para los tres, salvo que se indique lo contrario.
Yanmar TNV: ¿cuándo es necesario un reacondicionamiento?
Primero mide la compresión (ver también Solución de problemas Yanmar TNV). Por debajo del valor límite —2,55 MPa para los motores de 70, 2,75 MPa para el 3TNV76, a 250 rpm— o con más de 0,2–0,3 MPa de diferencia entre cilindros, busca la causa en la holgura de válvulas, los asientos de válvula, la junta de culata o los pistones/aros/cilindros. Añade unas gotas de aceite en el cilindro y vuelve a medir: si la compresión aumenta claramente, el problema está abajo (aros/cilindro); si se mantiene igual, está arriba (válvulas/junta de culata).
Yanmar TNV culata: valores de medición y límites
| Punto de medición | Estándar | Valor límite |
|---|---|---|
| Planitud de la superficie de la culata | ≤ 0,05 mm | 0,15 mm |
| Hundimiento de válvula de admisión | 0,4–0,6 mm | 0,9 mm |
| Hundimiento de válvula de escape | 0,4–0,6 mm | 0,8 mm |
| Ángulo de asiento admisión / escape | 120° / 90° | — |
| Diámetro interior guía de válvula (admisión y escape) | 6,000–6,012 mm | 6,08 mm |
| Diámetro exterior vástago válvula de admisión | 5,960–5,975 mm | 5,90 mm |
| Diámetro exterior vástago válvula de escape | 5,945–5,960 mm | 5,90 mm |
| Holgura vástago-guía admisión | 0,025–0,052 mm | 0,15 mm |
| Holgura vástago-guía escape | 0,040–0,067 mm | 0,17 mm |
| Sobresalida de la guía de válvula sobre la culata | 9,8–10,0 mm (montaje en frío a presión) | — |
| Longitud libre del resorte de válvula | 37,8 mm | desviación máx. 1,3 mm |
| Carrera de la varilla empujadora (curvatura) | < 0,03 mm | 0,03 mm |
| Holgura del eje de balancines en el balancín | 0,016–0,054 mm | 0,13 mm |
Al reacondicionar la culata, sustituye siempre los retenes de válvula y revisa el hundimiento de las válvulas: si están hundidas en exceso, será necesario montar válvulas nuevas y/o rectificar los asientos. La holgura de válvulas se ajusta después del montaje a 0,15–0,25 mm (en frío).
Yanmar TNV bloque motor: cigüeñal, pistones y cilindros
| Punto de medición | Estándar | Valor límite |
|---|---|---|
| Descentramiento del cigüeñal (½ recorrido de reloj) | — | 0,02 mm |
| Diámetro del muñón de biela | 41,952–41,962 mm | 41,902 mm* |
| Holgura de aceite del cojinete de biela | 0,020–0,050 mm | 0,110 mm |
| Diámetro del muñón de bancada | 46,952–46,962 mm | 46,902 mm |
| Holgura de aceite del cojinete de bancada | 0,020–0,050 mm | 0,120 mm |
| Holgura axial del cigüeñal | 0,111–0,250 mm | 0,28 mm |
| Diámetro del pistón 2TNV70/3TNV70 | 69,960–69,990 mm | 69,915 mm |
| Diámetro del pistón 3TNV76 | 75,955–75,985 mm | 75,910 mm |
| Holgura pistón-cilindro motores de 70 | 0,030–0,050 mm | — |
| Holgura pistón-cilindro 3TNV76 | 0,035–0,055 mm | — |
| Holgura de la separación del aro de compresión superior (todos los motores) | 0,150–0,300 mm | 0,390 mm |
| Holgura de la separación del 2º aro | 0,180–0,330 mm | 0,420 mm |
| Holgura de la separación del aro de aceite motores de 70 / 3TNV76 | 0,150–0,350 / 0,200–0,450 mm | 0,440 / 0,540 mm |
| Biela: torsión/flexión por cada 100 mm | < 0,03 mm | 0,08 mm |
* El manual indica textualmente "1.6497 in (42.902 mm)"; según el valor en pulgadas, la medida correcta es 41,902 mm.
El cigüeñal se puede rectificar: el manual indica submedidas de 0,25 mm tanto para los muñones de biela como de bancada (medida final 41,702–41,712 y 46,702–46,712 mm respectivamente). Los cilindros desgastados se pueden bruñir y equipar con pistones de sobremedida, o —la opción más recomendable en estos motores— puedes montar camisas nuevas y mantener la medida estándar.
Montaje de la culata y el bloque Yanmar TNV
Todos los pares de apriete y el orden de apriete de los tornillos de culata (con diagrama para el 2 y 3 cilindros) los encontrarás en Especificaciones y pares de apriete Yanmar TNV. Lo esencial: aceitar ligeramente los tornillos de culata y apretarlos en dos pasos hasta 53,9–57,9 N·m, los tornillos de biela (aceitados) 22,6–27,5 N·m, las tapas de los cojinetes de bancada (aceitadas) 75,5–81,5 N·m, el volante 80,4–86,4 N·m. Monta los aros del pistón con las separaciones desalineadas (nunca en línea) y presta atención a la orientación de montaje de los aros.
Pedir piezas de reacondicionamiento Yanmar TNV
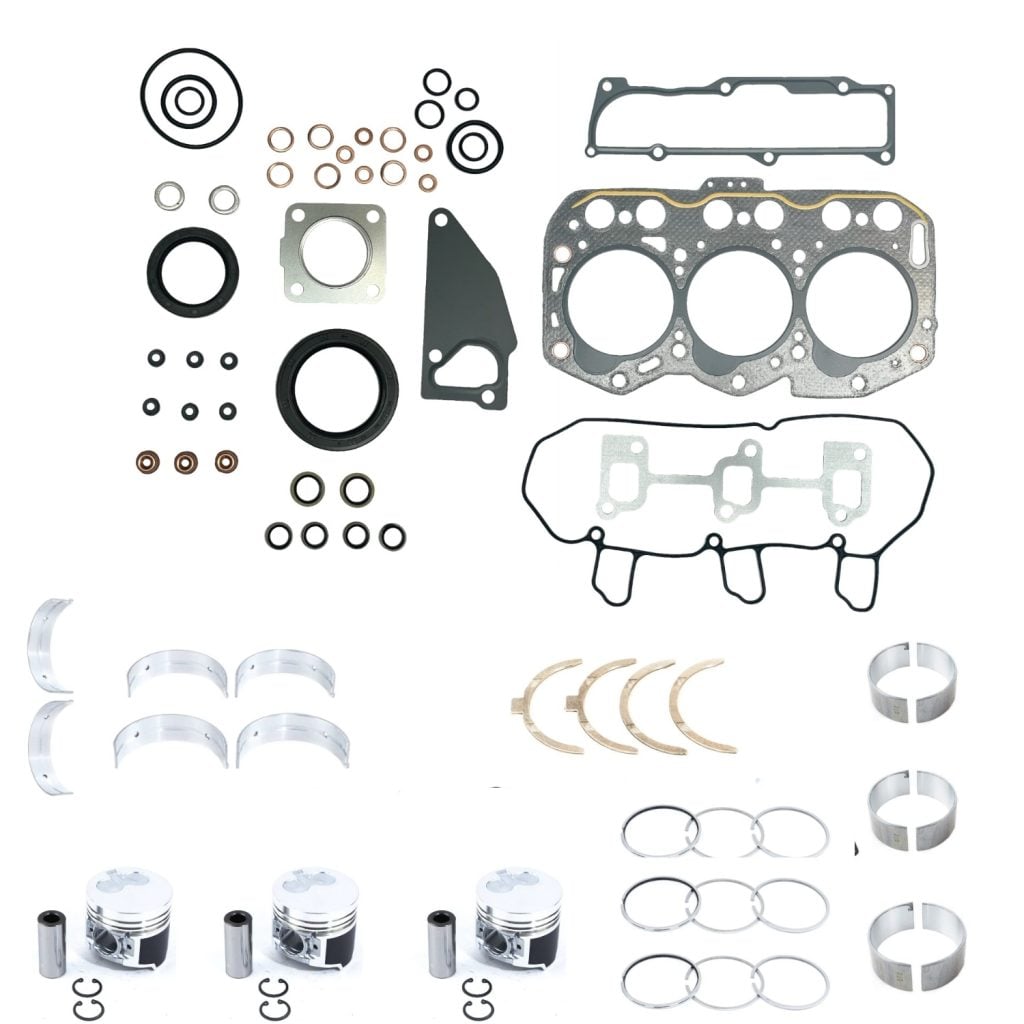
Suministramos todo lo necesario para un reacondicionamiento completo o in-frame, seleccionado por variante:
- Kit de reacondicionamiento completo Yanmar 3TNV76 (VAR-850047) y kit de reacondicionamiento in-frame 3TNV76 (SKU-850064)
- Kit de reacondicionamiento de motor Yanmar 3TNV70 (SKU-850035)
- Pistones y aros: pistón 3TNV76 (VAR-0121), pistón 3TNV70 (SKU-100059), aros de pistón 3TNV76 (SKU-95090) y aros de pistón 3TNV70 (SKU-95072)
- Camisas de cilindro (sin acabar): 3TNV70 (SKU-11111133) y 3TNV76 (SKU-11111134)
- Cojinetes: cojinetes de bancada (VAR-0013), cojinetes de biela 3TNV70 (VAR-0049) / 3TNV76 (SKU-105022) y juego de cojinetes axiales (SKU-110038)
- Culata y válvulas: válvulas de/escape 3TNV70, válvulas de/escape 3TNV76, resortes de válvula (SKU-97075) y retenes de válvula (SKU-410011)
- ¿Prefieres cambiar antes que reacondicionar? Culata completa 3TNV70 (SKU-990032) o 3TNV76 con juego de juntas, termostato y bujías de precalentamiento (SKU-990033); también suministramos un cigüeñal 3TNV70 (SKU-48001) o 3TNV76 (SKU-48004) completo
No olvides las juntas: un juego de juntas 2TNV70 (SKU-80034), juego de juntas 3TNV70 (SKU-80107) o juego de juntas 3TNV76 (SKU-80035) completo incluye la junta de culata, los retenes de cigüeñal y todas las demás juntas en una sola caja: más económico y completo que pedirlo todo por separado.


